
Industrial Reverse Osmosis System
High Purity Water | Stable Performance | Customizable Solutions
The Industrial Reverse Osmosis (RO) System is designed for efficient removal of dissolved salts, heavy metals, bacteria, colloids, and organic contaminants from raw water. Using advanced membrane separation technology, the system provides stable, high-quality purified water for a wide range of industrial and commercial applications.
With a modular structure and industrial-grade components, this RO system ensures continuous operation, low energy consumption, and long membrane life. System capacity and configuration can be fully customized based on raw water quality and customer requirements.

Key Advantages
-
Desalination rate up to 99%
-
Stable water output and reliable performance
-
Automatic operation with PLC control (optional)
-
Low operating and maintenance cost
-
Modular, skid-mounted or containerized design
System Configuration
-
Quartz sand filter
-
Activated carbon filter
-
Water softener (optional)
-
Precision (security) filter
-
High-pressure pump
-
RO membrane modules (single-stage / double-stage)
-
Control panel (manual or PLC)
-
UV sterilizer / ozone system (optional)
Technical Features
-
Capacity: Customized (0.5–100+ T/H)
-
Membrane type: High rejection RO membranes
-
Material: FRP / Carbon steel / Stainless steel
-
Recovery rate: 50–75%
-
Operating mode: 24-hour continuous operation
Applicable Water Sources
-
Tap water
-
Groundwater
-
Brackish water
-
River and lake water
-
Industrial process water
-
Recycled wastewater
Application Areas
-
Industrial pure water and process water
-
Boiler feed water treatment
-
Food & beverage production
-
Pharmaceutical and medical water systems
-
Electronics and semiconductor industry
-
Wastewater recycling and reuse

Principle introduction
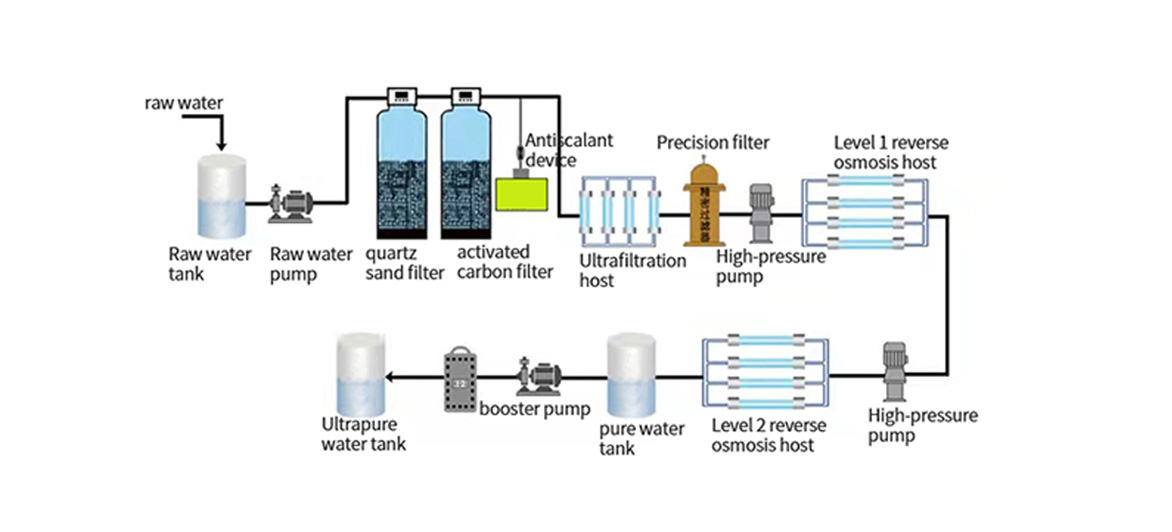
Process flow
Why Choose Us
-
10+ years water treatment equipment manufacturing experience
-
Own factory, stable production capacity
-
OEM & ODM service supported
-
CE / ISO standard components
-
One-stop water treatment solution provider
