Industrial pure water equipment
Stable Quality | High Efficiency | Customized Industrial Solution
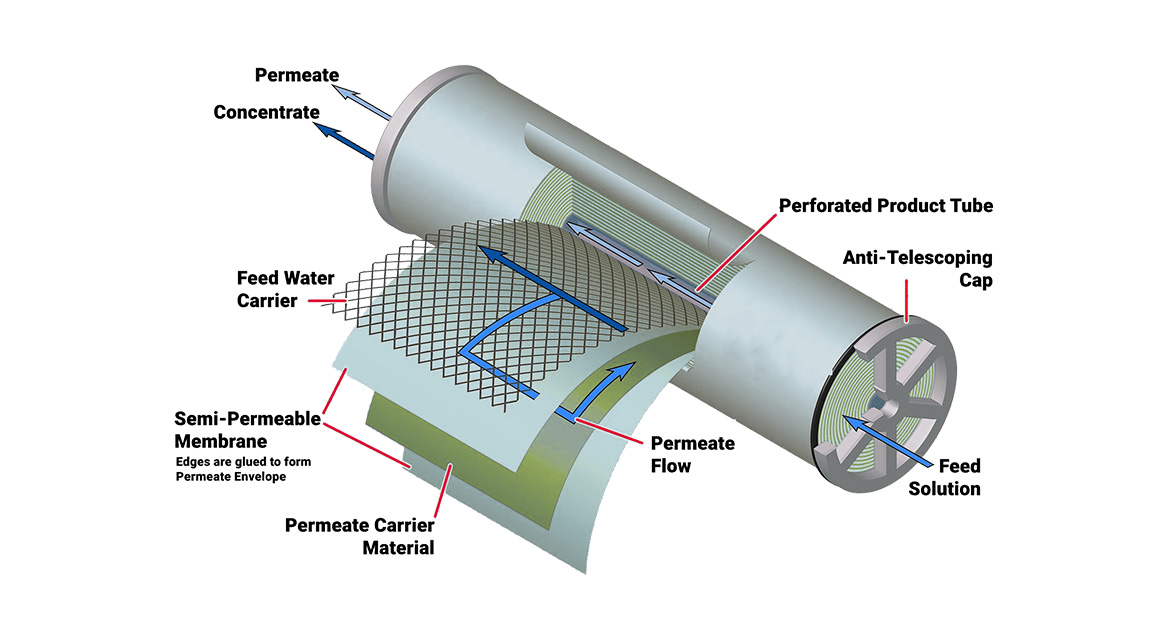
Industrial Pure Water Equipment is designed to produce high-quality purified water for industrial applications. The system typically adopts pretreatment + reverse osmosis (RO) or RO + EDI technology to effectively remove suspended solids, dissolved salts, heavy metals, organic matter, and microorganisms, ensuring stable and reliable pure water output.
This equipment is suitable for long-term continuous operation and can be customized according to raw water quality and industry-specific water standards.

Typical Process Flow
Raw Water
→ Pretreatment (Sand Filter + Carbon Filter + Softener)
→ RO System (Single Pass / Double Pass)
→ (Optional) EDI System
→ Pure Water Storage & Distribution
Key Advantages
-
Stable pure water quality for industrial use
-
High desalination efficiency and low conductivity
-
Automatic operation with PLC control (optional)
-
Low operating and maintenance cost
-
Modular, skid-mounted or containerized design
-
Customizable capacity and configuration

Technical Specifications (Reference)
-
Capacity: 0.5–100+ m³/h
-
RO type: Single-stage / Double-stage
-
Product water conductivity:
-
RO: ≤5–10 μS/cm
-
RO + EDI: ≤0.1 μS/cm
-
-
Recovery rate: 50–75%
-
Material: FRP / Carbon Steel / Stainless Steel
Applicable Water Sources
-
Tap water
-
Groundwater
-
River and lake water
-
Industrial process water
Application Industries
-
Manufacturing and industrial process water
-
Boiler feed water
-
Food & beverage production
-
Pharmaceutical and medical industry
-
Electronics and semiconductor industry
-
Chemical and power plants

Why Choose Us
-
10+ years experience in water treatment manufacturing
-
One-stop industrial pure water solution provider
-
OEM & ODM service available
-
CE / ISO standard components
-
Professional design, installation, and after-sales support