
Quartz Sand/Activated Carbon Filter
Pretreatment Water Filtration System for Industrial RO
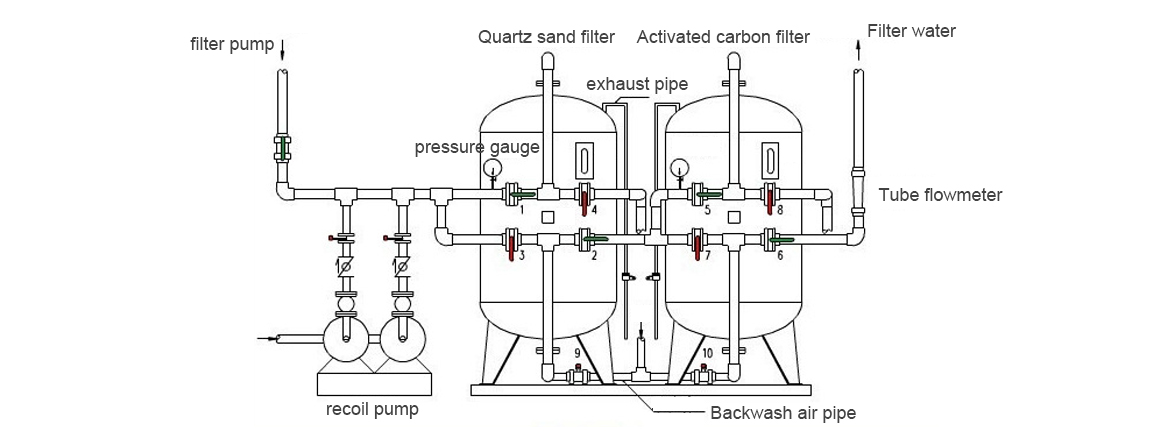
The Quartz Sand Filter and Activated Carbon Filter are essential pretreatment units used in industrial water treatment systems, especially before reverse osmosis (RO) equipment. They effectively remove suspended solids, turbidity, chlorine, organic matter, odor, and color, ensuring stable operation and extended service life of downstream RO membranes.
These filters feature a pressure vessel structure, stable filtration performance, and low operating cost. The system can be configured as a single unit or combined filtration stage according to water quality requirements.
Quartz Sand Filter
Function
The quartz sand filter uses multi-layer graded quartz sand as the filter media to remove:
-
Suspended solids (SS)
-
Sediment, mud, rust
-
Large particulate impurities
-
Turbidity
It significantly reduces water turbidity and protects downstream equipment.
Features
-
High filtration efficiency
-
Simple structure, stable operation
-
Low pressure loss
-
Easy backwashing and maintenance
-
Long service life of filter media

Activated Carbon Filter
Function
The activated carbon filter uses high-quality activated carbon to adsorb:
-
Residual chlorine
-
Organic matter
-
Odor and color
-
Taste-causing substances
It is especially important for protecting RO membranes from chlorine oxidation.
Features
-
Strong adsorption capacity
-
Improves water taste and clarity
-
Protects RO membranes
-
Automatic or manual control available
Application Areas
-
Boiler feed water pretreatment
-
Pharmaceutical and medical water
-
Industrial process water

